Calculate Strength Properties Of Thin Sheet Metal

What Are The Properties Of A Pure Metal Pure Products Metal Topper

Pin By Lynda Cole On Maths In 2020 Physics Concepts Learn Physics Physics Books

How To Calculate Board Feet Calculator Feet Wooden Projects

Main Application Of Gb 6653 Hp265 Gas Cylinder Steel Coils Plates Is For Welded Liquefied Petroleum Gas Cylinders Raw Materials Hp2 Steel Plate Steel Cylinder

Abs Grade A Steel Plate And Sheets Are Used Primarily In Structural Applications In Marine Shipping Industry For Barges Steel Plate Steel Support Structure

Sheet Metal Formability Industrial Metallurgists

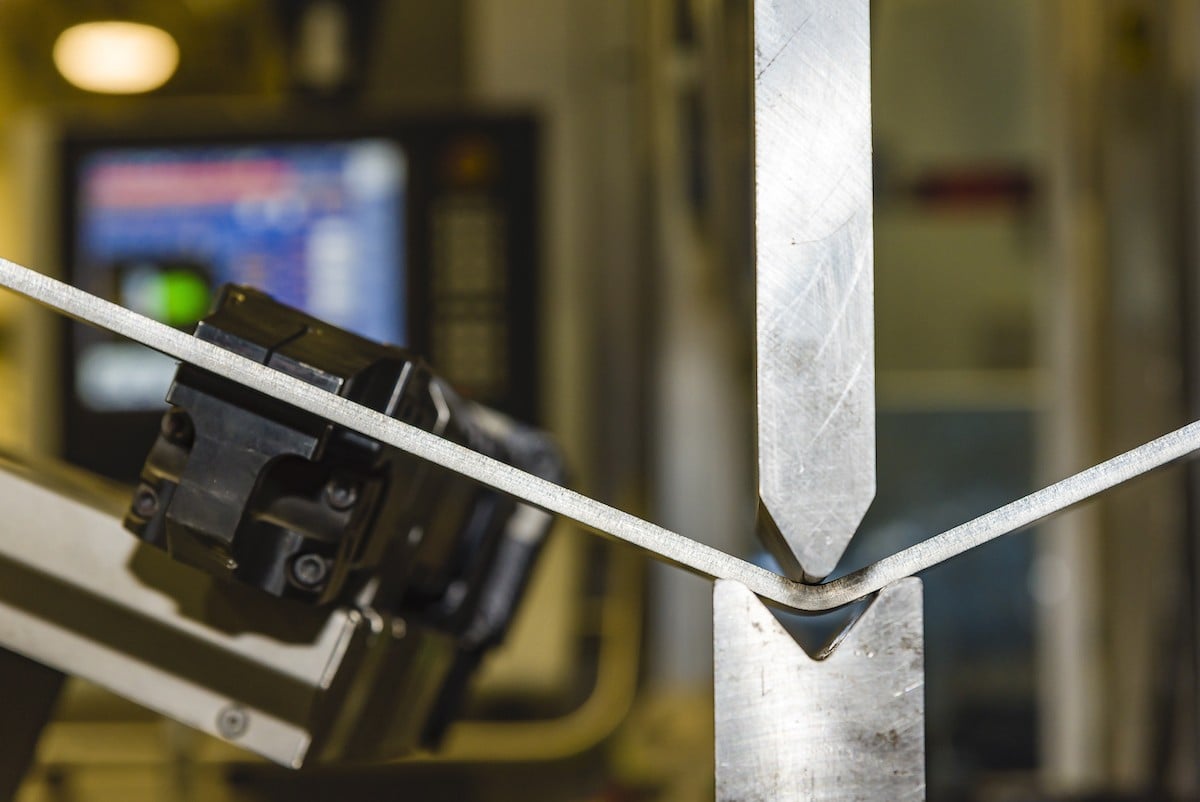
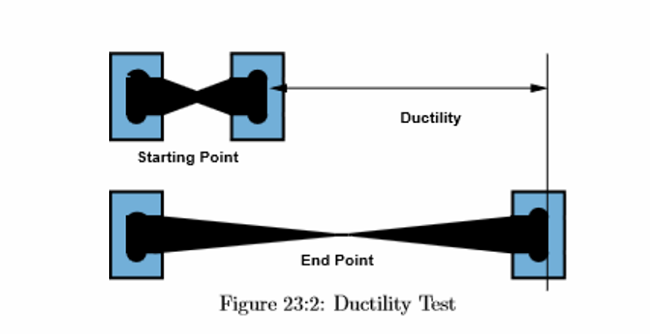
According to shigley s mechanical engineering design significant denotes about 5 0 percent elongation.
Calculate strength properties of thin sheet metal.

Weldability Of Abs Eh36 Steel Plate Weldability Is One Of The Key Issues Of Abs Eh36 Steel Plate Etc Hull Structural Steel Steel Plate Steel Companies Steel

Pin On Textile Technology
What Are The Strongest Metals
Https Repository Lib Ncsu Edu Bitstream Handle 1840 2 2304 Bulgetest With 20gutcher Pdf Sequence 1

Pin On Halloween Ideas

The Cone Physics And Mathematics Physics Formulas Physics Projects

R Values For Common Building Materials Building Materials R Value Concrete Building

Thermal Drilling Processing On Sheet Metals A Review Sciencedirect

Tensile Testing Machine Manufacturers Tensile Strength Machine Tensile Manufacturing Wooden Case

Hand Forged Steel Calla Lilies For Mother S Day Customized With The Names Of Her Children Www Etsy Com Shop S5forge Fer Forge Fleurs Lys

Linear Shrinkage Mould Linear Soil Testing Shrinkage

Pin On Manufacturing

Job Lunchbox By J De Jong Metal Projects Welding Projects Machine Shop Projects

Atom Science Symbol Necklace Science Symbols Symbols Ball Chain

A Review On Forming Techniques For Manufacturing Lightweight Complex Shaped Aluminium Panel Components Sciencedirect
Custom Scrolled Wrought Iron Security Door Sd0055 Wrought Iron Security Doors Iron Security Doors Wrought Iron Doors

Stanley 24 Inch High Impact Abs I Beam Level 42 468 Stick On Tiles Level 42 I Beam

Difference Between 304 Stainless Steel Sheets And 321 Stainless Steel Sheets In 2020 Stainless Steel 304 Stress Corrosion Cracking Stainless Steel
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctrkninliab4losvfsvym374nsfkgvs34ee0frqrkml0mvdl Ua Usqp Cau

6mm 1 00 X 12mm T Nut 10 Pieces By Monster 4 59 6mm 1 00 X 12mm T Nutstyle Prongedtype Tee Nutprongs 4 Fasteners Home Hardware Hardware

Sheet Metal An Overview Sciencedirect Topics

D4 Balance Earrings Friday November 23 2018 2 4 Pm Wire Jewelry Jewelry Design Copper Jewelry

Determining Sharpness Of Sheet Metal Edges
Aluminum Advantages And Properties Of Aluminum
Sheet Metal Material Selection Material Type And Its Applications
6 Deformation Processes Unit Manufacturing Processes Issues And Opportunities In Research The National Academies Press

Seam Slippage Test Fabric Structure Tensile Test

Manganese Steel 6 Things You Need To Know Aj Marshall

How To Builid Code Compliant Deck Railings Posts Building Advisor Deck Railings Deck Deck Railing Code

Bos Book Of Shadows Notebook Diary Ain A5 Fantasy Dragon Witches Magic Book Larp Mps Fantasy Dragon Unique Handmade Book Of Shadows Witch Spell Book Fantasy Dragon

Sg Series Are Used To Measure Longitudinal Or Transverse Strain Or Combined To Determine R Value And Poisson S Ratio R Value

Factors Affecting Deflections Of Rcc Beams And Slabs Slab Beams Concrete Design

Annealing To Increase Metal Ductility Industrial Metallurgists

Riri Storm Zipper The Only Air Gas And Waterproof Zipper Worldwide Produced With Thermoplastic Materials Zipper Gas Riri

Textiletestingequipment Martindale Abrasion And Pilling Tester Tester Pilling

Vintage Rhinestone Necklace Avon Stylish Necklace Vintage Jewelry Prom Fashion Silver Plated Bridesmaid Necklace Blue Black Teal Stylish Necklace Vintage Rhinestone Necklace Bridesmaid Necklace

How To Make Your Room Beautiful With Metal Wall Decor Yonohomedesign Com In 2020 Gold Metal Wall Art Wrought Iron Wall Decor Iron Wall Decor

Method Of Silt Content Test Silt Construction Materials Sand

Stress Strain Curves Of Metallic Materials And Post Necking Strain Hardening Characterization A Review Tu 2020 Fatigue Amp Fracture Of Engineering Materials Amp Structures Wiley Online Library

Top 7 Best Derma Rollers In 2020 Reviews Buying Guides Derma Roller Skin Care Rollers Derma Roller System

Dad S Garage Wall Decal Sticker Etsy Wall Vinyl Decor Wall Decals Wall Decor Quotes

Laser Cutting An Overview Sciencedirect Topics
Malleability And Ductility Matse 81 Materials In Today S World
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrwkauhmavzjmyijy8lm0glj6ms Eed Obodezeiyzds9fztase Usqp Cau
Source : pinterest.com
