Bending Force Problem Sheet Metal
Sheet Metal
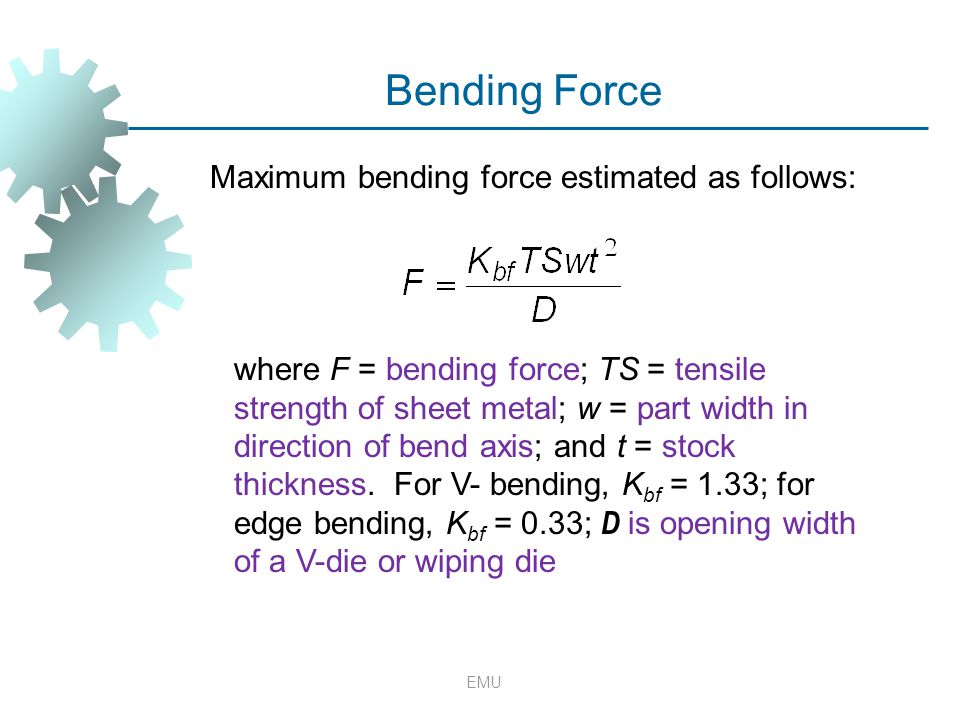
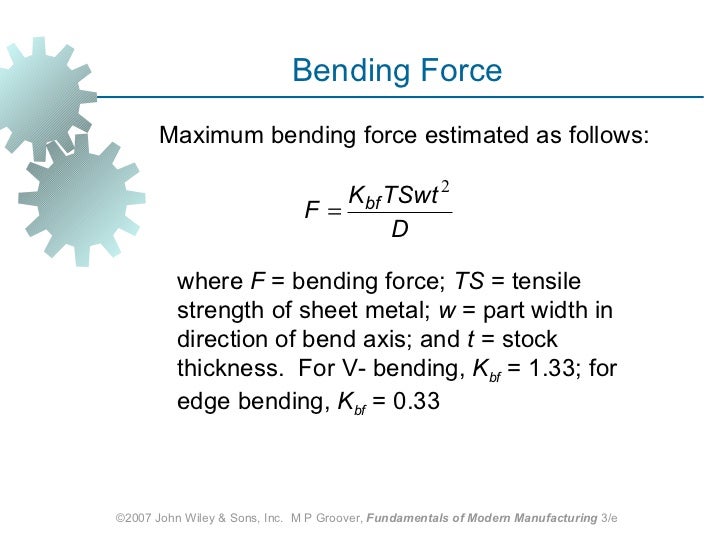
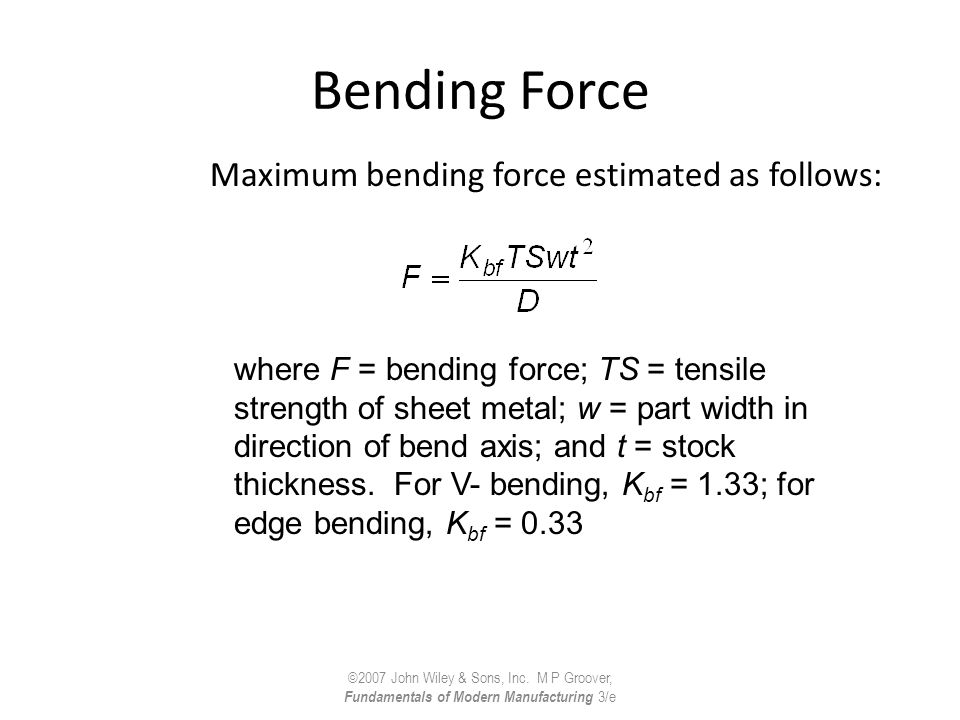
Sheet Metal Forming Lecture 6 Emu Ppt Video Online Download
Press Dies Tutorial Technical Tutorial Misumi
Sheet Metalworking Bending Operations Drawing Ppt Video Online Download
Calculation Of Sheet Metal Bending Force In Air Bending Universal Formula Machinemfg
Enotes Manufacturing Processes
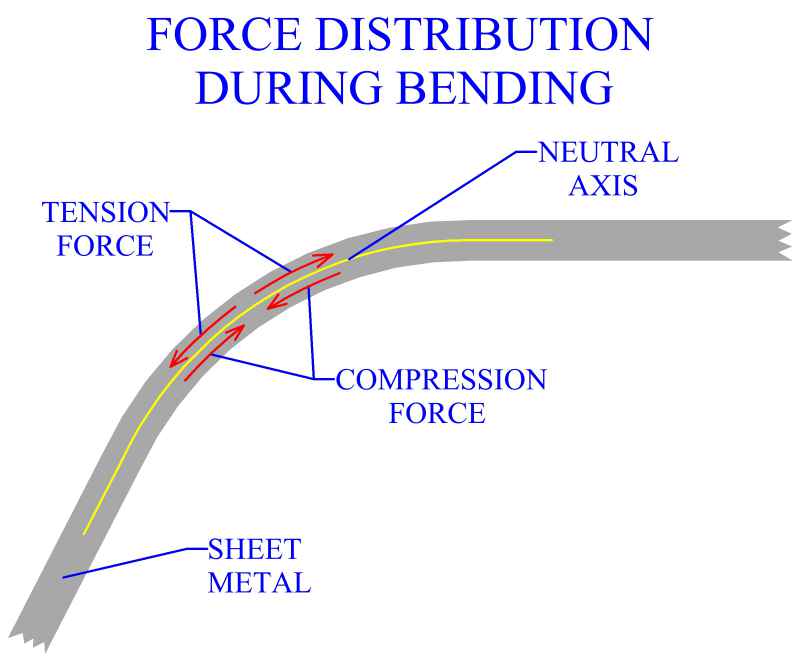
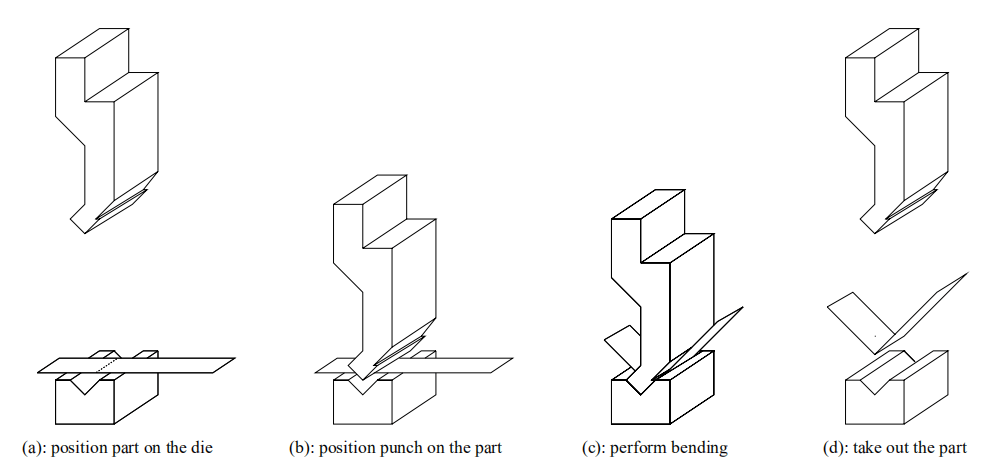
This is done through the application of force on a workpiece.
Bending force problem sheet metal.
Sheet Metal Bending

Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsynnzyz2gtoadyxf5csib5fsdf6lpsa0hy1q Usqp Cau

Sheet Metal 02 A Cutting Forces Youtube

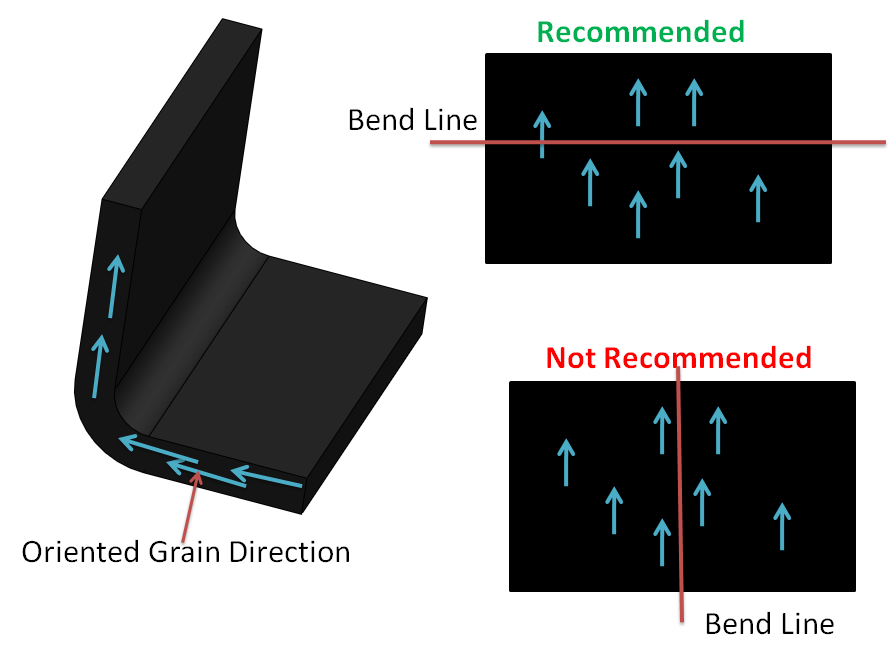
5 Tips For Avoiding Sheet Metal Deformation Wiley Metal
Sheet Metal Working Processes Ppt Download

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries
Bend Allowance Sheet Metal Part Design Solidworks Tutorial Machinemfg

Bend Allowance Sheetmetal Me

Sheet Forming Process An Overview Sciencedirect Topics
Sheet Metal Forming

Understanding Bend Allowance And Bend Dedcution In Inventor Sheet Metal Fabrication Sheet Metal Sheet Metal Work

Sheet Metal Design Guide Geomiq

Sheet Metal Bending Metal Bending Sheet Metal Metal Forming

Sheet Metal 04 Bend Allowance Spring Back Youtube
Chapter 3 Forming Process Ppt Download

Draw The Shear Force And Bending Moment Diagrams For A Cantilever Beam In 2020 Bending Moment Shear Force In This Moment
Press Brake Bending Basics A Guide To Sheet Metal Bending Machinemfg

Sheet Metal Bending Is An Important Sheet Metal Manufacturing Process Accuracy Of The Finished Sheet Metal Bendin Sheet Metal Metal Design Metal Manufacturing
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsvxdgjzw5wu3j9stahka3scrnlefyxvnoo5mppyovwnmtmutjy Usqp Cau

For The Beam And Loading Shown Draw Shear Bending Moment Diagrams Chegg In 2020 Bending Moment Beams In This Moment

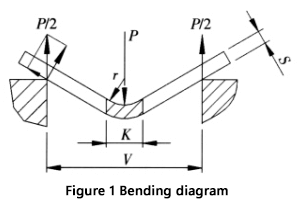
Bending Force Formula Youtube

Tips For Bending Sheet Metal Make It From Metal

Press Brake Tooling Information On Globalspec Press Brake Tooling Sheet Metal Work Press Brake
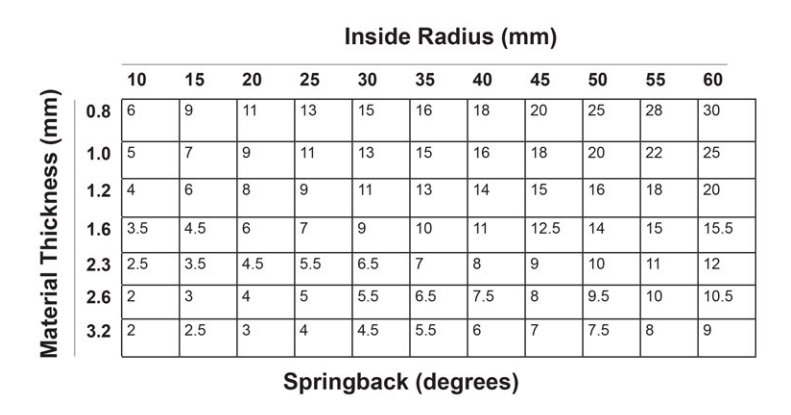
Solved The Table Below Shows The Degree Of Springback For Chegg Com

Sweet Relief How To Avoid Hole Distortion In Sheet Metal Parts

Simple Sheet Metal Brake No Welding I Love Working With Metal But I Ve Always Struggled To Get Perfect 9 Metal Bending Tools Sheet Metal Brake Metal Bending

Mechanical Engineering Calculators Mechanical Engineering Manufacturing Engineering Sheet Metal Drawing

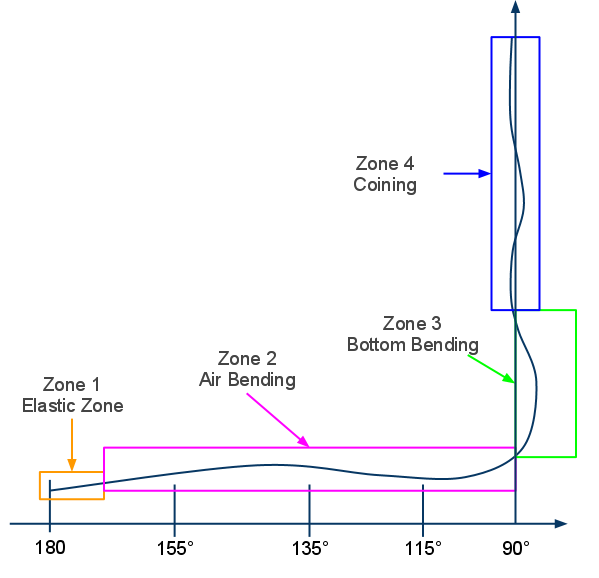
The Art Of Sheet Metal Bending

Deep Drawing Sheet Metal Metal Shaping Sheet Metal Work

Sheet Metal Forming Sheet Metal Fabrication Sheet Metal Metal Forming

Hydraulic Press Brake Brake Hydraulic Press In 2020 Press Brake Sheet Metal Tools Metal Bending Tools
Http Web Mit Edu 2 810 Www Files Lectures 2015 Lectures Lec6 Sheet Metal Forming 2015 Pdf

Sheet Metal Brake Assembly Tutorial Sheet Metal Brake Sheet Metal Fabrication Metal Bending Tools
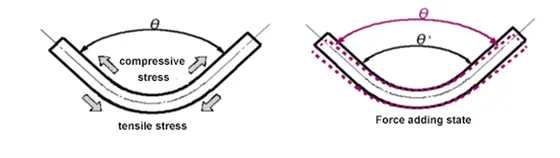
Spring Back Sheetmetal Me

Shear Force Bending Moment Formulas With Diagram Ccal Shear Force Bending Moment Civil Engineering Design

Pin On Detail Drawing

Bending Metalworking Wikipedia
Sheet Metal Bending Process Technical Study Machinemfg

Making An Inset Bench Metal Folder Brake Youtube Metal Bending Tools Sheet Metal Bender Sheet Metal Tools
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Sheet Metal Bending Metal Bending Sheet Metal Sheet

Bending Sheet Metal How Is It Working
Sheet Metal Design Guidelines How To Design Good Sheet Metal Parts
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrnss7kt6j7lnw13qf0lom8migvngx5rxpbr83ias97ta88fkec Usqp Cau
Source : pinterest.com
